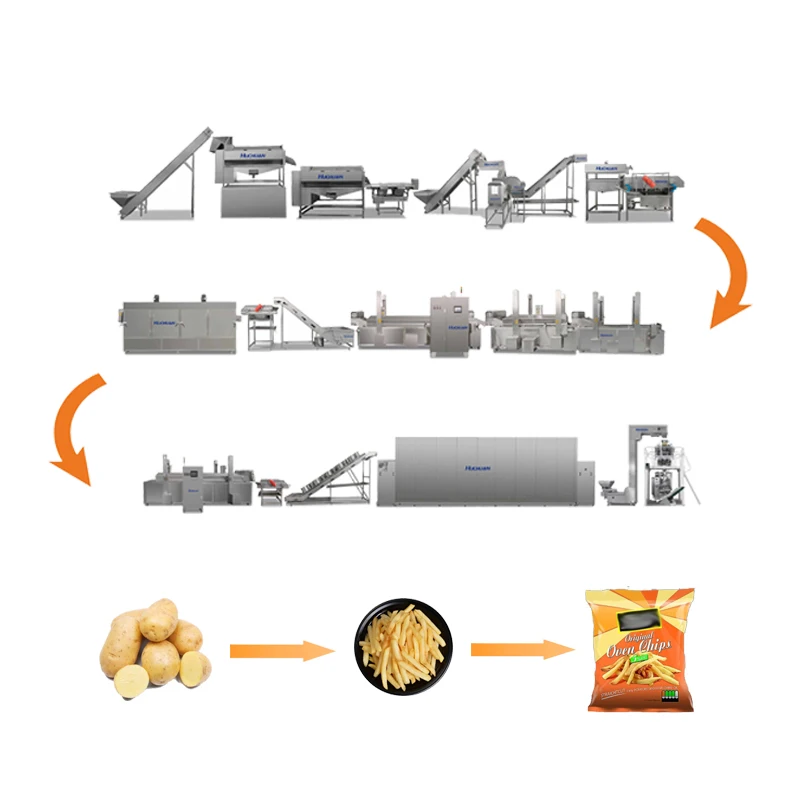
Un congélateur IQF (Individual Quick Freezing) adapté aux usines agroalimentaires est un équipement spécialisé conçu pour traiter la congélation continue et en grand volume de produits alimentaires, tout en préservant l'intégrité individuelle des morceaux, la valeur nutritive et la sécurité alimentaire — des exigences essentielles pour les opérations de transformation alimentaire à grande échelle. Contrairement aux congélateurs IQF de petite taille, conçus pour un fonctionnement par lots, les congélateurs IQF destinés aux usines agroalimentaires sont conçus pour fonctionner 24 heures sur 24 et 7 jours sur 7, avec des capacités allant de 500 kg/h à plus de 5 000 kg/h, les rendant adaptés à la congélation d'une grande variété de produits manufacturés tels que des légumes surgelés (carottes, pois, brocolis), des fruits (fraises, mangues, myrtilles), des produits de la mer (crevettes, pétoncles, filets de poisson), de la volaille (blancs de poulet, nuggets) et des plats préparés (plats de pâtes, sautés). La technologie centrale d’un congélateur IQF pour usine agroalimentaire repose sur le principe de congélation rapide et uniforme : de l'air froid (généralement à -30°C à -40°C) est circulé à grande vitesse à travers un tunnel de congélation ou un système de convoyeur, assurant ainsi que chaque morceau de produit soit entouré individuellement d'air froid — empêchant l'agglomération et garantissant un décongélation homogène par la suite. Cela est particulièrement important pour les usines agroalimentaires, car les produits agglomérés conduisent à une cuisson irrégulière, une insatisfaction des consommateurs et un gaspillage accru. Pour permettre un fonctionnement continu, ces congélateurs sont intégrés aux lignes de traitement en amont (par exemple, équipements de lavage, de coupe, de blanchiment) et aux systèmes d'emballage en aval via des convoyeurs automatisés, réduisant ainsi la manipulation manuelle et le risque de contamination croisée — conformément aux normes de sécurité alimentaire telles que HACCP et ISO 22000. Les caractéristiques de conception spécifiques à l'utilisation dans les usines agroalimentaires incluent une construction robuste (châssis et surfaces de contact en acier inoxydable 304) résistantant aux nettoyages fréquents et à la désinfection, des composants résistants à la corrosion (pour résister à l'humidité provenant des produits congelés), ainsi que des systèmes de contrôle avancés (interfaces basées sur des automates programmables ou écrans tactiles) permettant aux opérateurs de surveiller et d'ajuster en temps réel les paramètres clés (température, vitesse de l'air, vitesse du convoyeur). De nombreux modèles intègrent également des technologies économisant l'énergie, telles que des systèmes de récupération de chaleur (permettant de capter la chaleur résiduelle pour pré-refroidir les produits entrants) et des ventilateurs à vitesse variable (ajustant le débit d'air en fonction du volume de produit), réduisant ainsi la consommation énergétique élevée habituellement associée à la congélation industrielle. Les congélateurs IQF pour usines agroalimentaires sont également conçus pour être flexibles, avec des largeurs de bande et des temps de congélation réglables pour s'adapter à différentes tailles et types de produits — par exemple, les petits produits comme les pois nécessitent des temps de congélation plus courts que les plus gros articles comme les cuisses de poulet. En outre, la conformité aux normes réglementaires mondiales est une priorité : ces congélateurs répondent aux exigences CE (UE), FDA (États-Unis) et JAS (Japon), garantissant ainsi aux usines agroalimentaires de pouvoir exporter leurs produits surgelés vers les marchés internationaux sans obstacles. L'entretien et le service après-vente sont des éléments critiques pour les usines agroalimentaires, car les temps d'arrêt peuvent entraîner des pertes de production importantes ; ainsi, les fabricants réputés (comme KANGBEITE) proposent des plannings d'entretien réguliers, des services de réparation sur site et une disponibilité des pièces de rechange pour minimiser les perturbations opérationnelles. En résumé, un congélateur IQF pour usine agroalimentaire est un équipement indispensable qui permet aux transformateurs alimentaires de grande envergure de produire efficacement des produits surgelés de haute qualité, sûrs et commercialisables, renforçant ainsi leur capacité à répondre à la demande mondiale et à maintenir un avantage concurrentiel dans l'industrie alimentaire.

24
May
05
Jun
24
May
05
Jun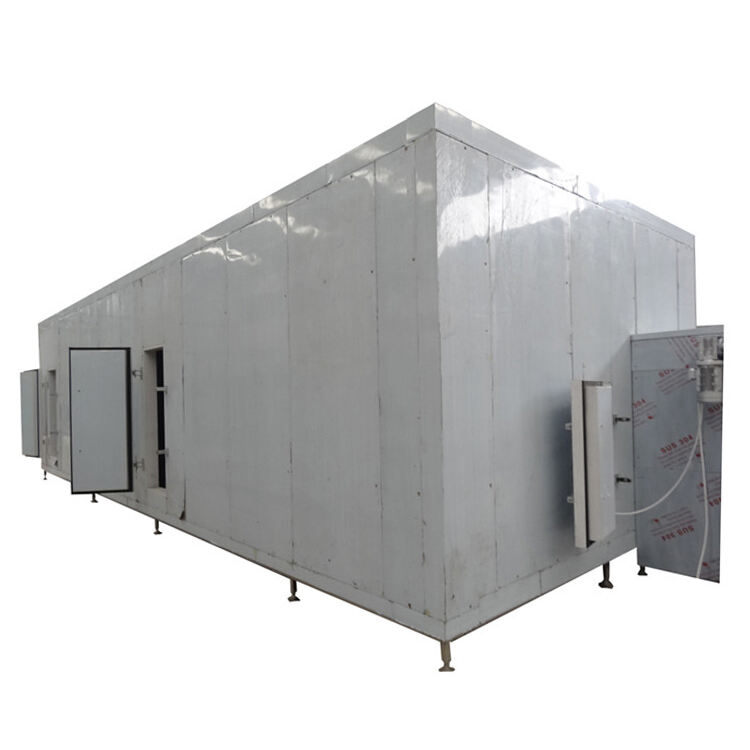


Droits d'auteur © 2025 par Shandong Kangbeite Food Packaging Machine Co., Ltd. Politique de confidentialité