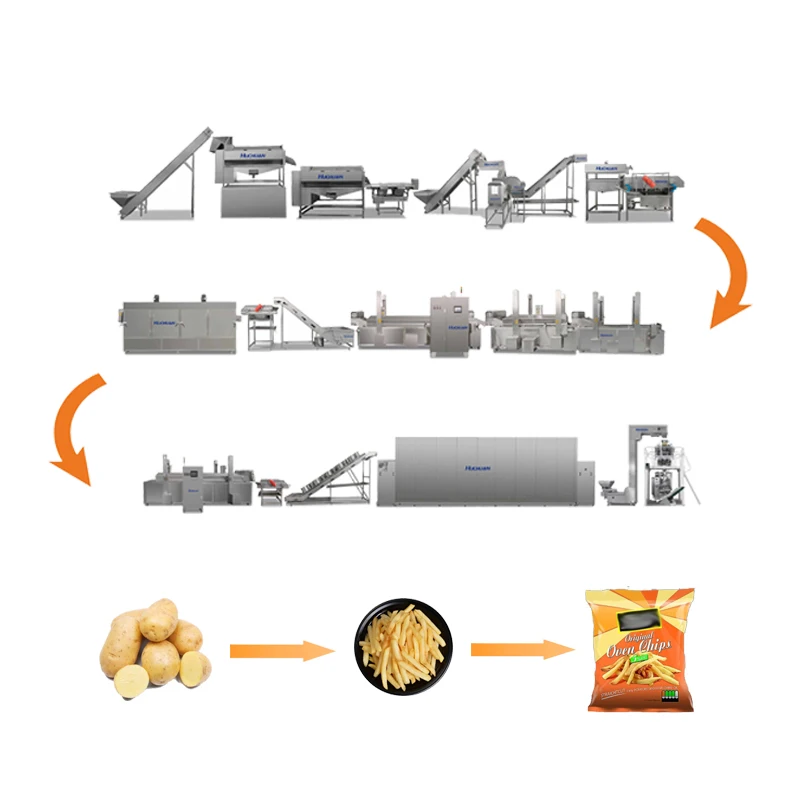
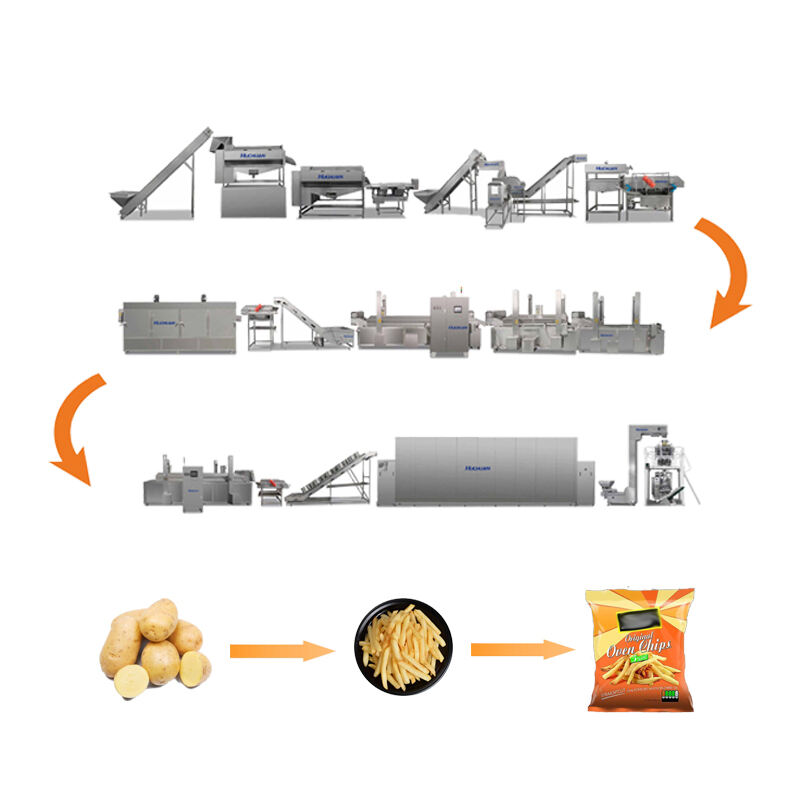
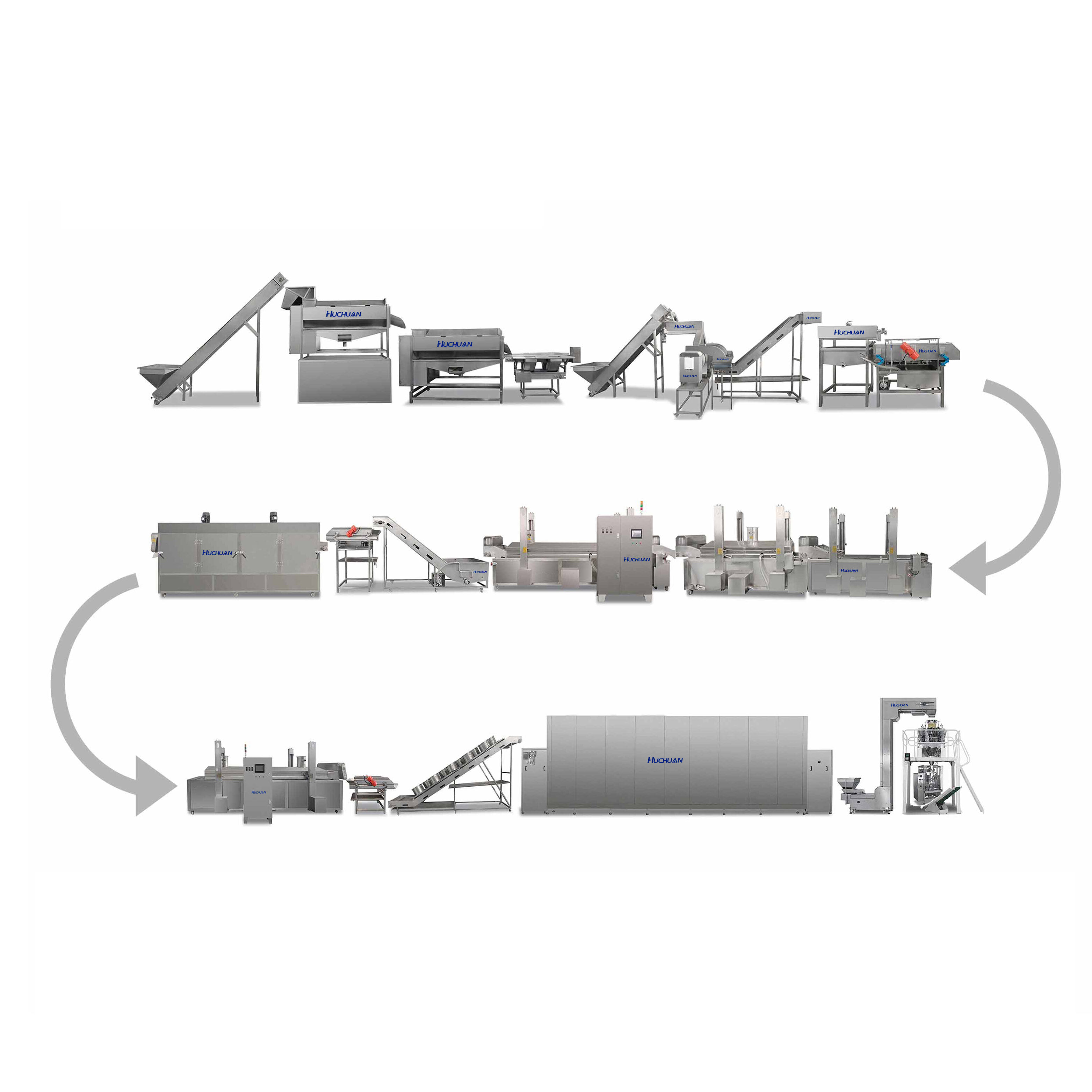
An industrial french fries production line is a high-capacity, fully automated system designed for large-scale manufacturers (global fast-food chains, multinational retail brands) with daily output exceeding 2000 kg—capable of 24/7 continuous operation to supply global markets. It integrates advanced engineering, energy efficiency, and strict compliance to produce standardized, high-quality fries while minimizing costs and environmental impact. The line’s workflow is optimized for volume and precision: raw potatoes are delivered in bulk (trucks or railcars) and stored in climate-controlled silos (10–15℃, 85–90% humidity) to maintain freshness. A automated bulk feeder conveys potatoes to a multi-stage washing system: pre-wash (high-pressure water), main wash (rotary brushes), and final rinse (chlorinated water, 50–100 ppm) to remove dirt, pesticides, and microbes. Destoning and debearding (removing root hairs) systems prevent equipment damage and ensure food safety. Peeling uses large-scale steam peeling chambers (capable of processing 500–1000 kg/batch) that use high-pressure steam (105–110℃) to soften skin, which is then removed via rubber rollers—waste is <4%, and the process preserves potato flesh to maximize yield. After peeling, an optical sorting system (multi-camera, high-speed) removes defective potatoes (bruises, eyes, green spots) at 1–2 tons/hour. Cutting is done via industrial rotary cutters (multiple blade heads, 500–1000 kg/hour output) with adjustable blade spacing (6–15mm) to produce standard, thick-cut, or crinkle-cut fries. A continuous starch removal system (counter-current water flow) washes away excess starch, reducing oil absorption and improving crispness—water is recycled (80%+ recovery) to minimize waste. Blanching uses a continuous hot water tunnel (85–95℃, 2–4 minutes residence time) with temperature zones to ensure uniform gelatinization of starch and enzyme inactivation. Fries are then cooled in a chilled water tunnel (0–4℃) and dewatered via high-velocity air dryers (removing 90% of surface moisture). For frozen fries, the line uses a spiral IQF (Individual Quick Freezing) system (-40℃ to -50℃, 5–10 minutes freezing time) that handles 1–5 tons/hour, ensuring individual freezing and preventing clumping. For value-added products (e.g., seasoned fries), a continuous seasoning applicator (powder or liquid) adds flavors uniformly. Packaging is fully automated and integrated with warehouse systems: frozen fries are weighed, packed into 2.5kg–10kg retail bags or 20kg–50kg bulk cartons, and palletized via robotic arms for shipping. Quality control includes inline metal detectors, X-ray machines (for foreign material detection), checkweighers (±0.5g accuracy), and moisture analyzers (monitoring final moisture content: 2–4% for frozen fries). The line complies with global standards (ISO 22000, FDA, EU 1333/2008) and includes energy-saving features (heat recovery from fryers/blanchers, variable-speed motors) to reduce operational costs. For manufacturers, this line enables global supply (meeting the demand of fast-food chains with thousands of locations), consistent quality (critical for brand reputation), and cost efficiency (economy of scale reduces unit costs by 25–35%), making it a cornerstone of the $30B+ global french fries market.

24
May
05
Jun
24
May
05
Jun
Copyright © 2025 by Shandong Kangbeite Food Packaging Machine Co., Ltd. Privacy policy