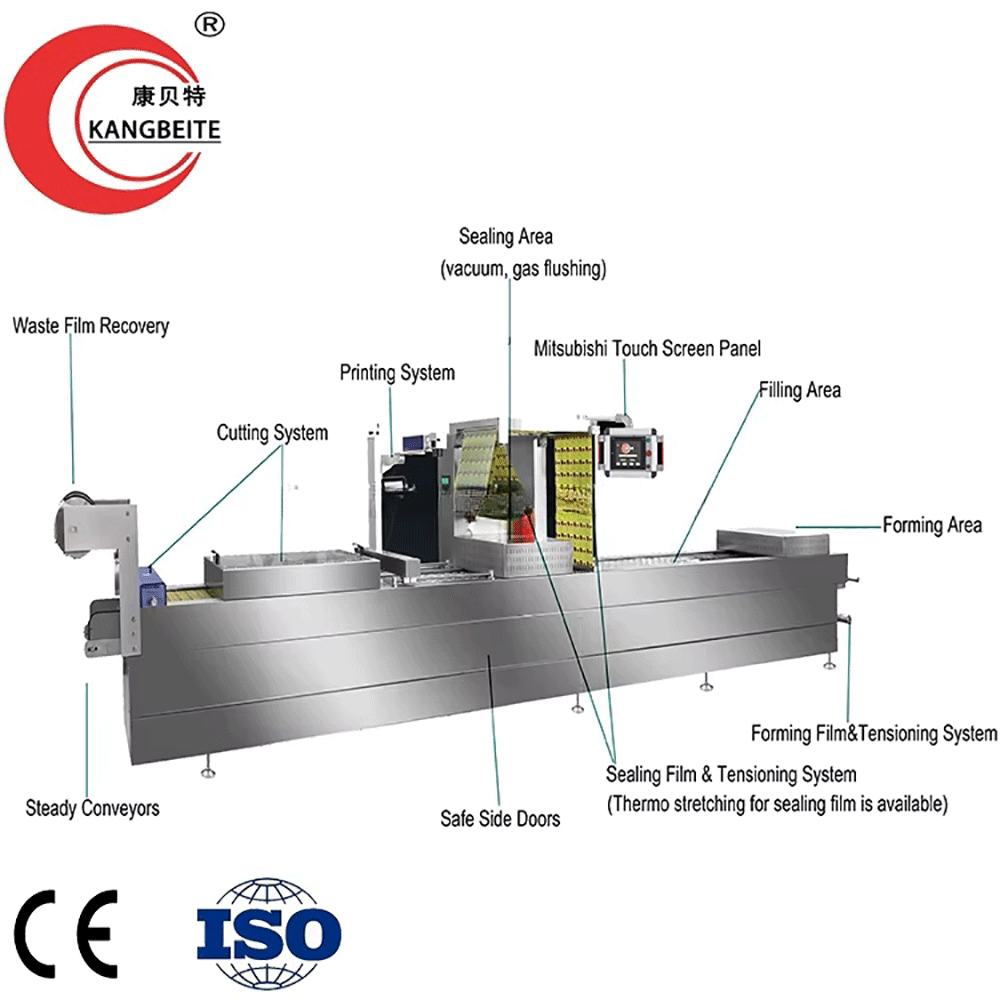
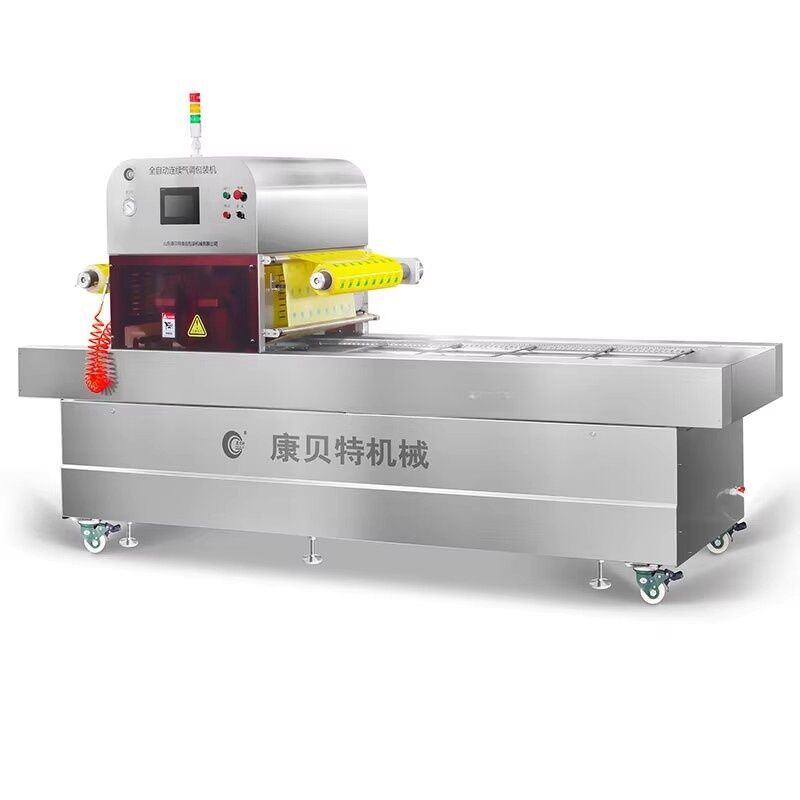
A coffee packing production line is a specialized automated system that packages roasted coffee beans, ground coffee, or instant coffee into consumer-friendly containers (pouches, cans, jars, capsules) while preserving freshness, aroma, and shelf life—critical for coffee, where volatile compounds (responsible for flavor) degrade rapidly when exposed to oxygen, light, or moisture. The line’s design varies by product type but typically includes five core stages: filling (precision dosing of coffee), sealing (hermetic closure to prevent oxygen ingress), gas flushing (for roasted/ground coffee—replacing air with nitrogen, 98%+ N₂ to extend shelf life to 6-12 months), labeling (printing batch codes, expiration dates, barcodes), and quality inspection (weight checks, seal integrity tests). For different coffee formats: pouch packing lines use vertical form-fill-seal (VFFS) machines (for stand-up pouches, 50-300 pouches per minute, CPM) with zipper or heat seals; can packing lines use volumetric or weigh fillers (for 100g-1kg cans) with double-seam sealing (hermetic, tamper-evident); capsule packing lines (for single-serve coffee) use rotary fillers (100-500 capsules per minute) with aluminum or plastic sealing (ensuring no leakage during brewing). Instant coffee packing lines often include desiccant insertion (to absorb residual moisture) and moisture-proof film (PET/PE laminates) to prevent caking. Key technologies for freshness preservation include: modified atmosphere packaging (MAP) with nitrogen or CO₂ (slows oxidation and microbial growth); oxygen scavengers (for ground coffee, reducing O₂ to <0.1%); and light-blocking materials (opaque cans or foil pouches, protecting against UV-induced flavor loss). Quality control is integrated throughout: checkweighers reject underfilled/overfilled packages (±1g accuracy), seal testers use vacuum or pressure decay methods to detect leaks, and metal detectors remove packages with contaminants. All contact parts are 304 stainless steel (compliant with FDA 21 CFR Part 177), and the line includes CIP systems for cleaning (critical for switching between coffee blends). Control systems (PLC + HMI) allow recipe storage (for different package sizes/blends) and data logging (batch tracking for traceability). For coffee manufacturers, this line ensures consistency (uniform package weight, seal quality) and efficiency (reduces manual labor by 80% vs. hand packing). It also caters to consumer trends: single-serve capsules (convenience), recyclable packaging (sustainability), and transparent labeling (origin, roast date—appealing to specialty coffee buyers). By preserving aroma and extending shelf life, it enables manufacturers to supply coffee to global markets (e.g., roasted beans to Asia, instant coffee to Africa) without compromising quality.

05
Jun
05
Jun
05
Jun
05
Jun

Copyright © 2025 by Shandong Kangbeite Food Packaging Machine Co., Ltd. Privacy policy