Морозильная камера IQF (заморозка отдельных порций) пищевого класса — это специализированное оборудование, разработанное с соблюдением строгих стандартов безопасности пищевых продуктов. Каждый компонент, соприкасающийся с пищей, соответствует критериям «пищевого класса», то есть материалы являются нетоксичными, нереакционноспособными, устойчивыми к коррозии и легко очищаемыми, что предотвращает загрязнение или выщелачивание химических веществ в пищевые продукты. Это важное отличие от стандартных морозильных камер IQF, поскольку модели пищевого класса специально разработаны для соблюдения глобальных норм безопасности пищевых продуктов, таких как правила FDA по веществам, контактирующим с пищевыми продуктами (FCS), европейское регулирование (EC) No 1935/2004 и китайские стандарты GB 4806. Такие морозильные камеры необходимы для предприятий, занимающихся переработкой продуктов питания для человека — от небольших производителей до крупных промышленных предприятий. Основой конструкции морозильной камеры пищевого класса являются материалы: все поверхности, которые соприкасаются с пищей напрямую или косвенно (включая конвейерные ленты, стены морозильных туннелей, воздуховоды и уплотнения), изготавливаются из материалов пищевого класса, чаще всего из нержавеющей стали марок 304 или 316. Нержавеющая сталь марки 304 широко используется благодаря отличной устойчивости к коррозии и легкости дезинфекции, тогда как сталь марки 316 (сплав более высокого качества, содержащий молибден) предпочтительна для морозильных камер, в которых обрабатываются кислотные или соленые продукты (например, морепродукты, маринованные овощи), способные вызывать коррозию стандартной нержавеющей стали. Конвейерные ленты в морозильных камерах пищевого класса обычно изготавливаются из полиуретана (ПУ) пищевого класса или тканей с тефлоновым покрытием, которые не прилипают, устойчивы к высоким температурам и не впитывают частицы пищи или жидкости, снижая риск роста бактерий. Даже компоненты, не контактирующие с пищей, такие как трубки охлаждения и теплоизоляционные материалы, подбираются в соответствии со стандартами безопасности пищевых продуктов: теплоизоляция часто изготавливается из вспененного материала с закрытыми ячейками, не выделяющего вредные химические вещества, а системы охлаждения используют экологичные и безопасные хладагенты (такие как R449A или R513A), которые не загрязняют пищевые продукты в случае утечки. Помимо материалов, морозильные камеры пищевого класса оснащены конструктивными особенностями, облегчающими тщательную очистку и дезинфекцию — важное требование для предотвращения перекрестного загрязнения. Среди таких особенностей — гладкие бесшовные поверхности (исключающие щели, в которых могут накапливаться частицы пищи), скругленные края (чтобы избежать накопления грязи) и удобный доступ ко всем компонентам (через съемные панели или дверцы) для глубокой очистки. Во многих моделях также предусмотрены интегрированные системы очистки, такие как форсунки высокого давления или системы CIP (Clean-in-Place), автоматизирующие процесс очистки — экономя время и обеспечивая постоянное качество дезинфекции. В плане производительности морозильные камеры пищевого класса обладают такими же быстрыми и равномерными возможностями заморозки, как и стандартные модели (температура колеблется от -30°C до -40°C, а скорость воздушного потока оптимизирована для заморозки отдельных порций), но с дополнительными мерами безопасности: датчики температуры регулярно калибруются для обеспечения точности (предотвращая недостаточную заморозку, которая может способствовать росту бактерий), а система управления оборудованием включает оповещения о любых отклонениях от безопасных параметров работы (например, скачках температуры). Для предприятий использование морозильной камеры IQF пищевого класса — это не только соблюдение регуляторных требований, но и способ укрепления доверия потребителей: это демонстрирует приверженность безопасности пищевых продуктов, снижает риск отзыва продукции (что дорого и вредит репутации бренда). Кроме того, сертификат соответствия пищевому классу часто является обязательным условием для продажи продукции на глобальных рынках, поскольку импортеры и ритейлеры требуют доказательств того, что оборудование соответствует местным стандартам безопасности пищевых продуктов. В общем, морозильная камера IQF пищевого класса — это жизненно важное оборудование для любого предприятия пищевой промышленности, которое придает приоритетное значение безопасности, соблюдению норм и качеству продукции, гарантируя, что замороженные продукты остаются безопасными для употребления и соответствуют строгим требованиям мировых пищевых рынков.

05
Jun
05
Jun
05
Jun
05
Jun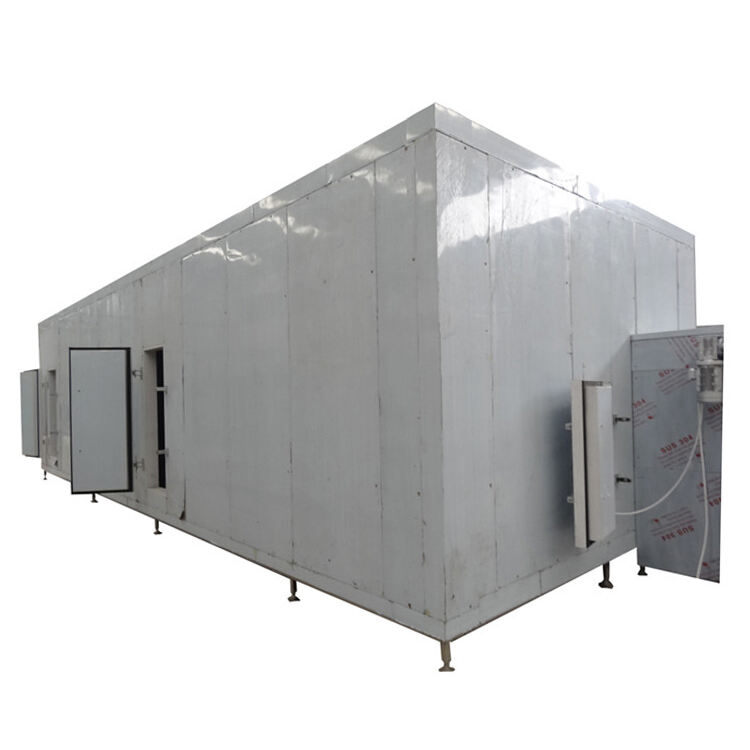


Авторские права © 2025 за компанией Shandong Kangbeite Food Packaging Machine Co., Ltd. Политика конфиденциальности