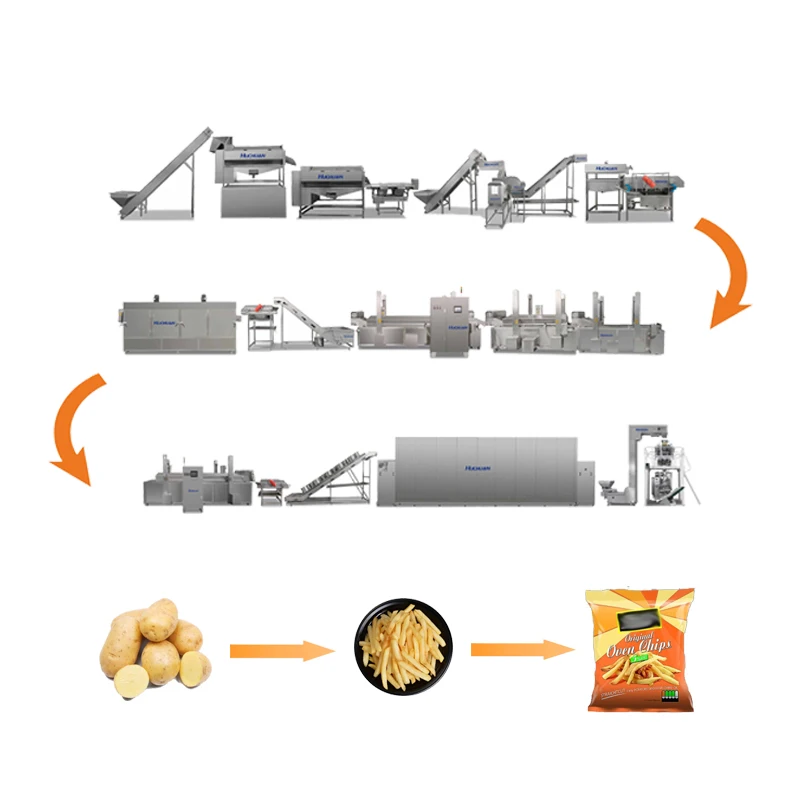
Puoliautomaattinen kahvin tuotantolinja on hybridijärjestelmä, joka yhdistää automatisoidut ydintoiminnot (raunominen, jauhatus) ja manuaalisen työn ei-kriittisiin vaiheisiin (pussien täyttö, laadun viimeistely), ja joka on suunniteltu pienten ja keskisuurten kahviliikkeiden (erikoisraunottajat, paikalliset kahvilat, joissa on oma tuotanto) käyttöön, jossa halutaan joustavuutta ja hallintaa enemmän kuin maksiminopeutta. Se soveltuu tuotantokapasiteetiltaan 50–200 kg/vuorokausi raunottuja papuja tai jauhettua kahvia, ja sille ovat tyypillisiä useat tuotemallien vaihdokset (esim. yksittäisestä alueesta kotoisin olevat paput, räätälöidyt seokset), jotka olisivat tehottomia täysin automatisoiduilla linjoilla. Tuotantoprosessi alkaa vihannepapujen käsittelyllä: automaattinen optinen lajittelija (poistaa 90 %:a vioista, kuten hyönteisten vaurioittamista papuista tai muista materiaaleista) syöttää papuja manuaaliseen varastoon lopullista laatutarkistusta varten (raunottajat tarkistavat usein vielä käsin jäljellä olevat viat varmistaakseen erikoiskahviaan laadun). Raunominen suoritetaan 5–20 kg/eräisellä puoliautomaattisella rummiraunottimella: ohjelmoitavat raunotusprofiilit (±3 °C:n tarkkuudella) automatisoivat lämmönsäädön, mutta operaattorit lataavat vihannepaput ja purkavat raunotetut paput manuaalisesti tarkkaillakseen erien yhtenäisyyttä. Raunomisen jälkeen paput jäähtyvät automaattisen ilmajäähdyttimen avulla (10–15 minuutissa huoneenlämpöön), jotta vältetään liian pitkä raunominen, jonka jälkeen paput siirretään manuaalisesti varastointisäiliöihin. Jauhatus suoritetaan puoliautomaattisella kartiomainen murskaimella: automaattinen jauheen koon säätö (100–1200 μm, esim. suodatin, espresso tai ranskalainen) mutta manuaalinen eränsyöttö (10–20 kg/erä), jotta estetään seosten välinen kontaminaatio. Pakkaus on keskeinen puoliautomaattinen vaihe: automaattinen tilavuus-/painon mukaan toimiva täyttölaite täyttää kahvia valmiisiin pussiaan (manuaalisesti kuljetusnauhalle ladattuina), jonka jälkeen pussia suljetaan automaattisella lämpösinistä. Yksisuuntaiset kaasunpoisteventtiilit (papuja varten) asennetaan manuaalisesti säilyttääkseen tuoksua huolellisesti. Typpitäyttö voidaan lisätä puoliautomaattisena lisävarusteena (aktivoitavana eräkohtaisesti) pidentämään vähittäismyyntituotteiden säilyvyyttä. Ohjausjärjestelmässä käytetään perus-PLC:tä ja HMI-näyttöä automatisoituihin prosesseihin (raunon aika/lämpötila, jauheen koko) ja manuaalisia ohjausmahdollisuuksia – erityisen tärkeää erikoiskahvialan liiketoiminnassa, jossa raunottajat voivat kesken erän muuttaa raunotusprofiileja reaaliaikaisen papun kosteuden tai värin perusteella. Puhdistus on puoliautomaattista: irrotettavat jauhinkartiot ja raunotinrumpu voidaan irrottaa manuaalista syvätä puhdistusta varten, ja täydentävänä toimii automaattinen ilmapuhallus täyttöpäässä, jotta pysäyksiä voidaan vähentää. Laatuvaatimukset sisältävät elintarvikkeiden valmistukseen soveltuvat 304 ruostumattomasta teräksestä valmistetut kosketuspinnat (jotka täyttävät FDA:n ja EU 10/2011 -standardien vaatimukset) ja HACCP-yhteensopivan eräkohtaisen dokumentaation. Tällä linjalla yritykset voivat vähentää työvoimakustannuksia (1–2 työntekijää vs. 3–4 täysin manuaalisilla linjoilla) ja silti säilyttää erikoiskahvien käsityön laadun, mikä auttaa yrityksiä vastaamaan kuluttajien tarpeisiin, jotka arvostavat raakaviljan jäljittämistä, räätälöityjä makuja ja taiteellista laatua massatuotettuja vaihtoehtoja enemmän.

05
Jun
24
May
05
Jun
05
Jun
Tekijänoikeudet © 2025 Shandong Kangbeite Food Packaging Machine Co., Ltd. Tietosuojakäytäntö