Хранителен клас IQF (Individual Quick Freezing) замразяващ е специализирано замразяващо оборудване, проектирано със строго спазване на стандартите за безопасност на храните, гарантиращо, че всеки компонент, който влиза в контакт с храни, отговаря на критериите за "хранителен клас", което означава, че материа Това е критично отличие от стандартните замразяващи устройства IQF, тъй като моделите с хранителен клас са специално проектирани да отговарят на световните разпоредби за безопасност на храните, като например правилата на FDA за веществата, които влизат в контакт с храни (FCS), Регламент (ЕО) No 1935/2004 на ЕС и Основата на дизайна на хладилника IQF за храни се крие в материалите му: всички повърхности, които влизат в пряк или косвен контакт с храната (включително конвейерни ленти, стени на тунели за замразяване, въздушни тръби и уплътнения), са изработени от материали 304 неръждаема стомана се използва широко за отличната си устойчивост на корозия и лекота на дезинфекция, докато 316 неръждаема стомана (по-висококачествена сплав с молибден) се предпочита за замразяващи машини, обработващи кисели или солени храни (напр. Конвейерните ленти в хладилниците IQF за храни обикновено са изработени от полиуретанов (PU) или тефлонопокрит материал за храни, който не се прилепва, е топлоустойчив и не абсорбира хранителни частици или течности, което намалява риска от растеж на бактери Дори и неконтактните компоненти, като например охлаждащите намотки и изолационните материали, се избират, за да отговарят на стандартите за безопасност на храните: изолацията често се прави от пяна с затворени клетки, която не изпуска вредни химикали, а хладилните системи използват екологично чи Освен материали, замразяващите машини с IQF за храни включват дизайнерски характеристики, които улесняват задълбоченото почистване и дезинфекция - ключово изискване за предотвратяване на кръстосано замърсяване. Тези характеристики включват гладка, безшива повърхност (изключване на пукнатини, където могат да се натрупват частици храна), закръглени ръбове (за да се избегнат замърсявания капани) и лесен достъп до всички компоненти (чрез разменни панели или врати) за Много модели включват и интегрирани системи за почистване, като например дюзи за пръскане под високо налягане или системи CIP (Clean-in-Place), които автоматизират процеса на почистване, спестяват време и гарантират последователност при дезинфекцията. По отношение на производителността, хладилниците IQF с хранителен клас поддържат същите бързи, еднакви възможности за замразяване като стандартните модели (с температури в диапазон от -30 °C до -40 °C и скорости на въздуха, оптимизирани за замразяване на отделни парчета), но с допълнителни За предприятията използването на хладилник с IQF за храни не е просто регулаторно задължение, а начин за изграждане на доверие сред потребителите: това показва ангажимент за безопасност на храните, намалявайки риска от изтегляне на продукти (което е скъпо и уврежда репутацията на марката). Освен това сертифицирането за хранителен клас често е предпоставка за продажба на продукти на световните пазари, тъй като вносителите и търговците на дребно изискват доказателство, че оборудването отговаря на местните стандарти за безопасност на храните. Накратко, замразяващият уред IQF за храни е жизненоважно оборудване за всеки бизнес, който преработва храни и дава приоритет на безопасността, спазването на изискванията и качеството на продукта, като гарантира, че замразените храни остават безопасни за консумация, като същевременно отговарят на строгите изисквания

05
Jun
05
Jun
05
Jun
05
Jun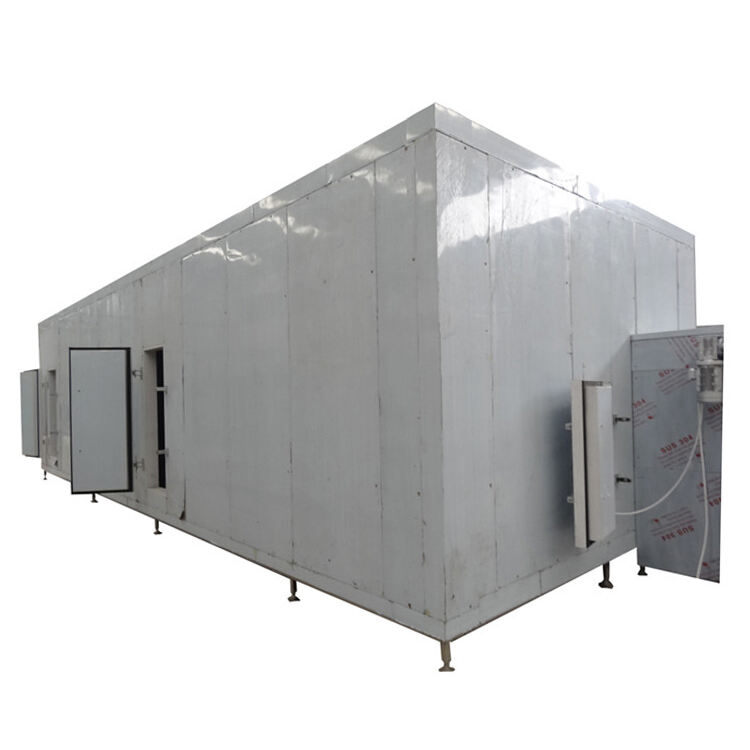


Права на автор © 2025 от firma Shandong Kangbeite Food Packaging Machine Co., Ltd. Политика за поверителност