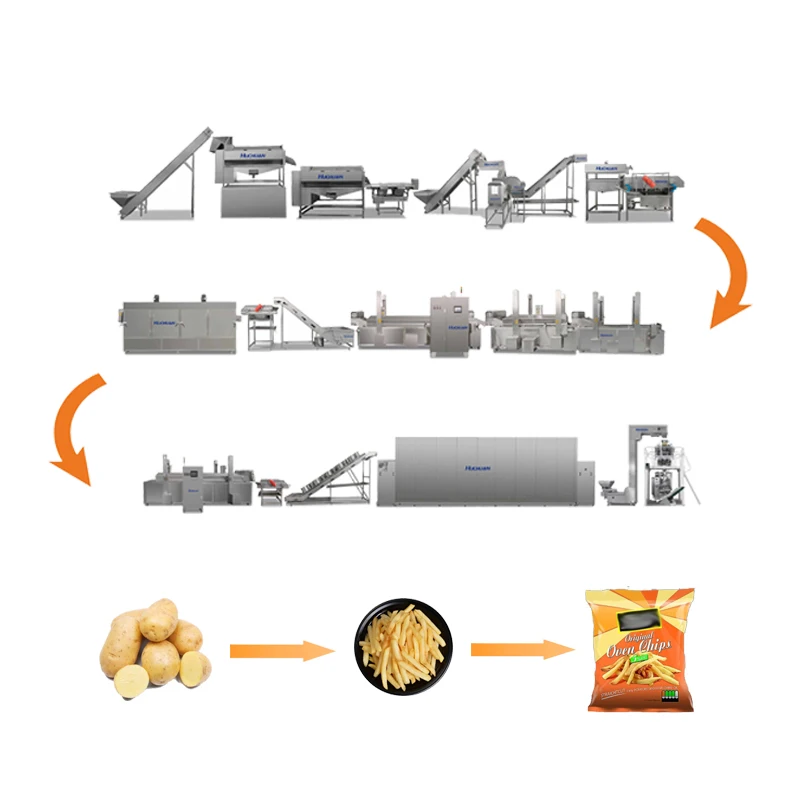
An IQF (Individual Quick Freezing) freezer tailored for food factories is a specialized piece of equipment engineered to handle high-volume, continuous freezing of food products while maintaining individual piece integrity, nutritional value, and food safety—critical requirements for large-scale food processing operations. Unlike small-scale IQF freezers designed for batch processing, food factory IQF freezers are built for 24/7 operation, with capacities ranging from 500 kg/h to over 5,000 kg/h, making them suitable for freezing a diverse array of factory-produced goods, including frozen vegetables (carrots, peas, broccoli), fruits (strawberries, mangoes, blueberries), seafood (shrimp, scallops, fish fillets), poultry (chicken breasts, nuggets), and prepared meals (pasta dishes, stir-fries). The core technology of a food factory IQF freezer revolves around the principle of rapid, uniform freezing: cold air (typically at -30°C to -40°C) is circulated at high velocity through a freezing tunnel or belt system, ensuring that each product piece is surrounded by cold air individually—preventing clumping and ensuring that every item thaws evenly later. This is particularly important for food factories, as clumped products lead to inconsistent cooking, consumer dissatisfaction, and increased waste. To support continuous operation, these freezers are integrated with upstream processing lines (e.g., washing, cutting, blanching equipment) and downstream packaging systems via automated conveyors, minimizing manual handling and reducing the risk of cross-contamination—aligning with food safety standards like HACCP and ISO 22000. Design features specific to food factory use include robust construction (304 stainless steel frames and contact surfaces) that withstands frequent cleaning and sanitization, corrosion-resistant components (to handle moisture from frozen products), and advanced control systems (PLC-based or touchscreen interfaces) that allow operators to monitor and adjust key parameters (temperature, air velocity, conveyor speed) in real time. Many models also incorporate energy-saving technologies, such as heat recovery systems (which capture waste heat to pre-cool incoming products) and variable-speed fans (that adjust airflow based on product volume), reducing the high energy consumption typically associated with industrial freezing. Food factory IQF freezers are also designed to be flexible, with adjustable belt widths and freezing times to accommodate different product sizes and types—for example, smaller products like peas require shorter freezing times than larger items like chicken thighs. Additionally, compliance with global regulatory standards is a priority: these freezers meet CE (EU), FDA (US), and JAS (Japan) requirements, ensuring that food factories can export their frozen products to international markets without barriers. Maintenance and after-sales support are critical for food factories, as downtime can lead to significant production losses; thus, reputable manufacturers (like KANGBEITE) offer regular maintenance schedules, on-site repair services, and spare parts availability to minimize operational disruptions. In summary, a food factory IQF freezer is an indispensable asset that enables large-scale food processors to produce high-quality, safe, and marketable frozen products efficiently, supporting their ability to meet global demand and maintain competitive advantage in the food industry.

24
May
05
Jun
24
May
05
Jun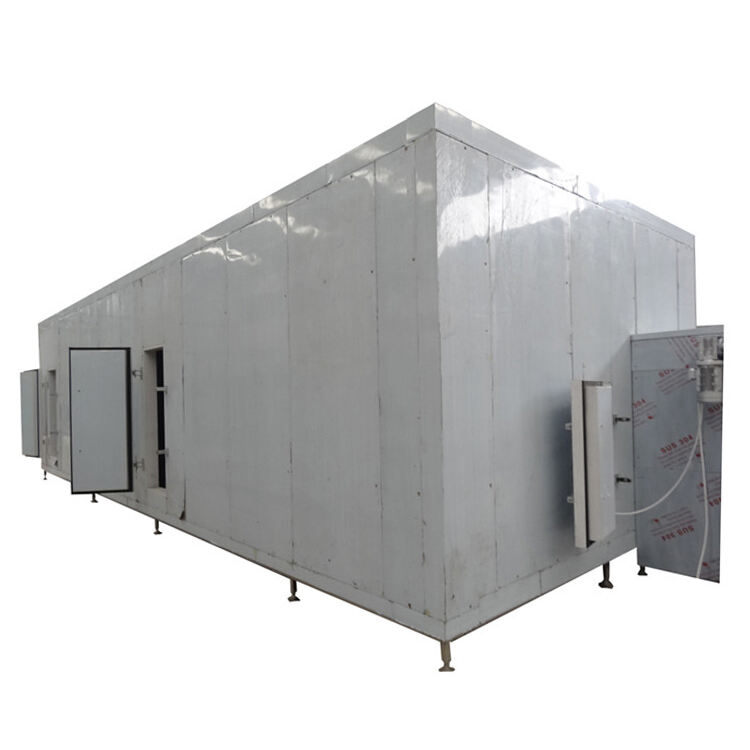


Copyright © 2025 by Shandong Kangbeite Food Packaging Machine Co., Ltd. Privacy policy