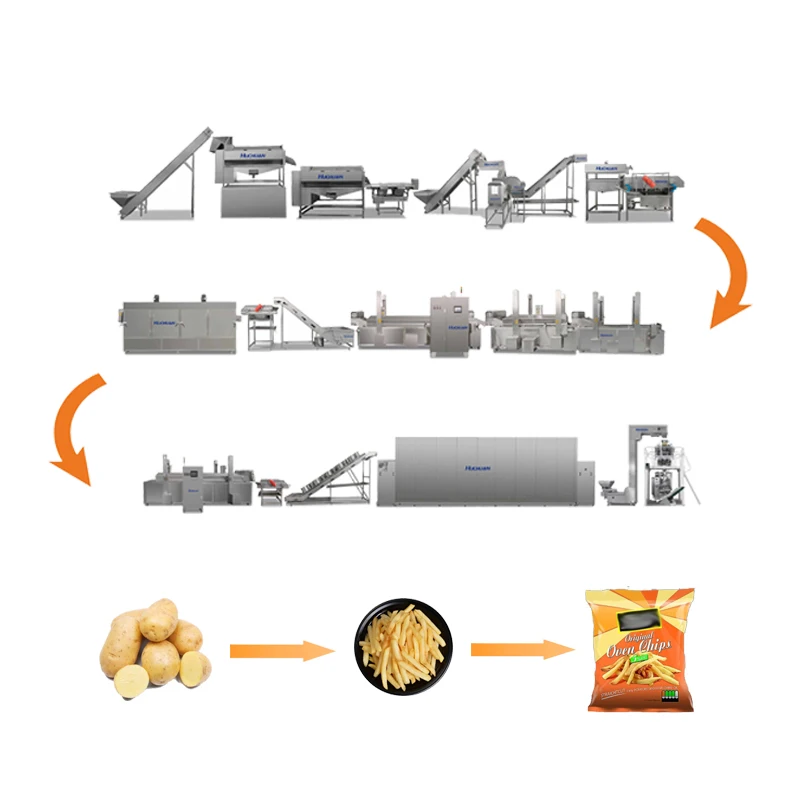
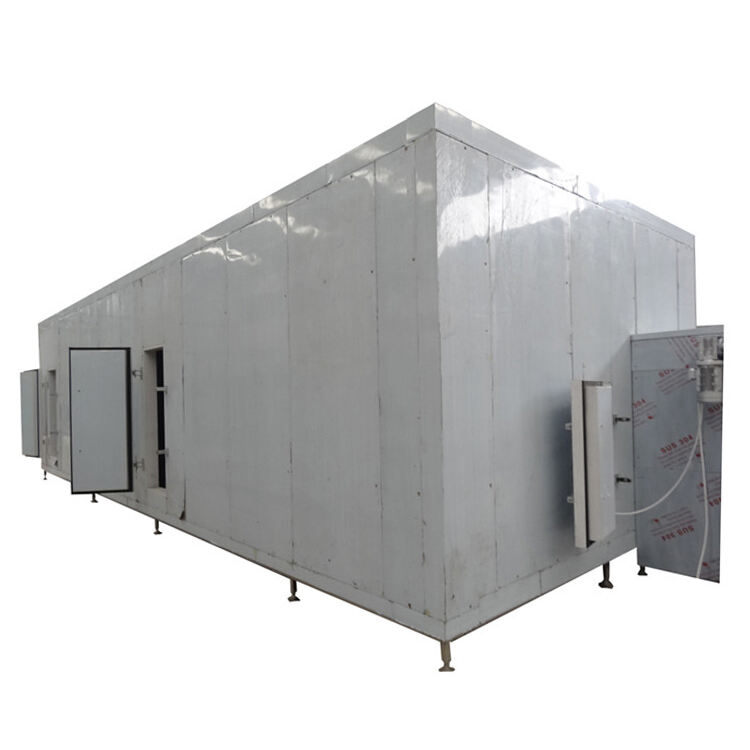
식품 공장용 IQF(개별 급속 냉동) 냉동기는 대량의 식품을 지속적으로 냉동하면서 개별 제품의 형태를 유지하고 영양성분과 식품 안전성을 보존하도록 설계된 전용 장비입니다. 이는 대규모 식품 가공 작업에서 필수적인 요구사항입니다. 소규모 IQF 냉동기가 배치 처리를 목적으로 설계된 반면, 식품 공장용 IQF 냉동기는 24시간 연속 운전이 가능하도록 설계되었으며, 시간당 처리량이 500kg/h에서 5,000kg/h 이상에 달하여 냉동 채소(당근, 완두콩, 브로콜리), 과일(딸기, 망고, 블루베리), 수산물(새우, 조개, 생선 필레), 가금류(닭 가슴살, 너겟), 가공 식품(파스타 요리, 볶음 요리) 등 다양한 공장 생산 제품의 냉동에 적합합니다. 식품 공장용 IQF 냉동기의 핵심 기술은 균일하고 빠른 냉동 원리를 기반으로 합니다. 일반적으로 -30°C에서 -40°C의 차가운 공기가 고속으로 냉동 터널 또는 벨트 시스템을 통해 순환되어 각 제품을 개별적으로 둘러싸도록 하여 덩어리화를 방지하고, 나중에 균일하게 해동될 수 있도록 보장합니다. 이는 덩어리화된 제품이 조리 시 불균일하게 익거나 소비자 불만 및 낭비를 초래할 수 있기 때문에 식품 공장에서 특히 중요합니다. 이러한 연속 운전을 지원하기 위해 냉동기는 세척, 절단, 데치기 장비 등 상류 공정 라인과 자동 컨베이어를 통해 연결된 하류 포장 시스템과 통합되어 수작업을 최소화하고 교차 오염 위험을 줄이며 HACCP 및 ISO 22000과 같은 식품 안전 기준을 준수합니다. 식품 공장용으로 설계된 특수 기능에는 빈번한 세척과 소독을 견딜 수 있는 견고한 구조(304 스테인리스 스틸 프레임 및 접촉 표면), 냉동 제품에서 발생하는 습기를 견디는 내식성 부품, 온도, 공기 속도, 컨베이어 속도 등 주요 매개변수를 실시간으로 모니터링 및 조정할 수 있는 고급 제어 시스템(PLC 기반 또는 터치스크린 인터페이스)이 포함됩니다. 많은 모델에는 에너지 절약 기술도 탑재되어 있습니다. 예를 들어, 폐열 회수 시스템은 배출되는 열을 포착하여 신선한 제품을 사전 냉각하는 데 사용되며, 가변 속도 팬은 제품 양에 따라 공기 흐름을 조정하여 산업용 냉동에 일반적으로 수반되는 높은 에너지 소비를 줄입니다. 식품 공장용 IQF 냉동기는 또한 다양한 제품 크기와 유형에 맞출 수 있도록 벨트 폭과 냉동 시간을 조정할 수 있는 유연성을 갖추고 있습니다. 예를 들어, 완두콩과 같은 소형 제품은 닭 허벅지와 같은 대형 제품보다 짧은 냉동 시간이 필요합니다. 또한 글로벌 규격 기준 충족은 매우 중요합니다. 이러한 냉동기들은 CE(유럽연합), FDA(미국), JAS(일본) 등의 요구사항을 충족하여 식품 공장이 국제 시장에 냉동 제품을 수출할 수 있도록 장벽을 제거합니다. 정지 시간이 가동 손실로 이어질 수 있기 때문에 식품 공장에서는 유지보수 및 애프터세일즈 지원이 매우 중요합니다. 따라서 신뢰할 수 있는 제조사(KANGBEITE 등)는 정기 유지보수 일정, 현장 수리 서비스, 예비 부품 공급을 제공하여 운영 중단을 최소화합니다. 요약하자면, 식품 공장용 IQF 냉동기는 대규모 식품 가공업체가 고품질, 안전하며 시장성이 있는 냉동 제품을 효율적으로 생산할 수 있도록 하는 필수 자산으로, 글로벌 수요를 충족하고 식품 산업에서 경쟁 우위를 유지할 수 있도록 지원합니다.


저작권 © 2025 산동 캉베이테 식품 포장 기계 유한 회사. 개인정보 보호정책