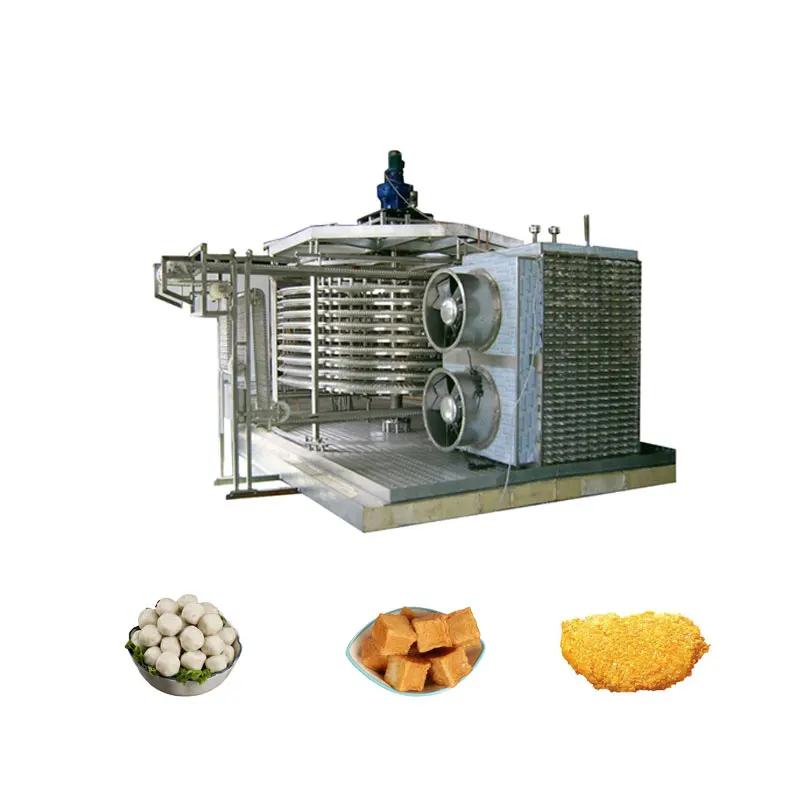
Le séchage par congélation à l'échelle industrielle dépend vraiment de machines capables de traiter au moins 50 livres par lot dans des chambres de 120 litres ou plus. Lorsque les entreprises utilisent des unités plus petites, elles créent de sérieux goulots d'étranglement dans leurs lignes de production alimentaire. Ces systèmes réduits obligent les opérateurs à effectuer trop de cycles, ce qui augmente considérablement les heures de travail et les factures d'électricité, peut-être jusqu'à 40 % de plus que ce que coûterait un équipement correctement dimensionné. Les grandes chambres font toute la différence en ce qui concerne une distribution uniforme de la vapeur pendant le processus de sublimation. Cela est crucial pour préserver la texture d'articles sensibles tels que les baies congelées, diverses herbes et les légumes feuillus. En ce qui concerne les opérations continues, tout équipement inférieur à 120 litres n'est tout simplement pas rentable. Les installations qui traitent plus de cinq tonnes par jour ont absolument besoin de chambres plus grandes afin de pouvoir terminer les lots en un maximum de 24 heures tout en maintenant les normes de qualité du produit.
Lorsque les installations ne correspondent pas aux exigences des équipements, elles finissent par dépenser de fortes sommes pour rénover leurs infrastructures. Les lyophilisateurs utilisés dans les environnements industriels consomment généralement entre 22 et 48 kilowatts. Ils nécessitent également des systèmes de refroidissement spéciaux uniquement pour maintenir des températures de condenseur extrêmement basses, autour de moins 80 degrés Celsius. Et n'oublions pas le système électrique triphasé exigé par ces machines. Les usines qui ne disposent pas de ces éléments de base se retrouvent souvent confrontées à des coûts de modernisation dépassant largement cinquante mille dollars, comme l'ont signalé Food Engineering l'année dernière. Une mauvaise performance du système de chauffage, ventilation et climatisation permet à la chaleur extérieure de pénétrer, ce qui peut allonger considérablement le processus de séchage de quinze à trente pour cent. L'espace compte aussi. Ces unités occupent plus de huit mètres carrés au sol, ce qui pose de sérieux problèmes dans les usines où l'espace est limité. Pour les installations disposant d'un espace restreint, opter pour des modèles s'empilant verticalement ou dotés de composants modulaires est une solution logique. De tels designs permettent de maintenir un flux de travail efficace tout en offrant une taille de chambre d'au moins un demi-mètre cube, nécessaire pour des opérations de séchage en vrac adéquates.
Obtenir des températures d'étagère parfaitement ajustées entre moins 55 et moins 80 degrés Celsius, tout en maintenant des conditions de vide poussé inférieures à 0,1 millibar, est absolument essentiel pour préserver les précieux phytonutriments, vitamines et teneur en protéines. Lorsque les aliments sont congelés à ces températures très basses, ils évitent la formation de cristaux de glace dommageables à l'intérieur de leurs cellules, ce qui est particulièrement important pour des produits comme les baies, les légumes feuillus et les plats prêts à consommer. En même temps, maintenir une pression extrêmement basse permet d'accélérer les processus de sublimation tout en protégeant les composés sensibles présents dans les produits carnés, les produits laitiers et divers ingrédients alimentaires fonctionnels. Des études indiquent que les tomates conservées à environ moins 70 degrés conservent près de 42 % de lycopène de plus par rapport à d'autres méthodes de stockage, ce qui montre clairement comment des températures stables aident à maintenir la valeur nutritionnelle dans le temps. De plus, cette approche combinée empêche les réactions indésirables de brunissement et ralentit également l'oxydation, ce qui signifie que les aliments restent frais plus longtemps sans nécessiter l'ajout de conservateurs chimiques.
Pour des opérations de production continues, les lyophilisateurs doivent disposer d'un espace de chambre d'au moins un demi-mètre cube, ainsi que de condenseurs correctement dimensionnés afin de maintenir des taux de séchage stables tout au long du processus. Lorsque l'on travaille avec de plus grandes quantités, par exemple tout lot dépassant 50 kilogrammes de produit, disposer d'une taille de chambre suffisante devient critique. Le volume plus important permet une circulation d'air uniforme autour des palettes empilées, évitant ainsi les points chauds et les zones froides qui entraînent une élimination inégale de l'humidité dans différentes parties de la charge. Le dimensionnement du condenseur est également important. S'ils ne sont pas assez grands, un problème réel de cumul de vapeur peut survenir à l'intérieur du système. Cela peut provoquer des surpressions dangereuses capables d'écraser littéralement des produits fragiles pendant le traitement. Selon des rapports industriels de fabricants ayant effectué les calculs, l'utilisation de condenseurs capables de traiter 150 kilogrammes de glace par cycle réduit les arrêts de maintenance d'environ 30 pour cent par rapport aux unités plus petites. Ce niveau de fiabilité fait une énorme différence en termes d'efficacité de l'usine.
Les considérations clés relatives à l'infrastructure comprennent :
Une intégration correctement dimensionnée du condenseur et de la chambre évite les refroidcissements intempestifs et préserve l'intégrité de la matrice poreuse, essentielle pour les repas prêts à consommer et les snacks fonctionnels haut de gamme.
Choisir le bon séchoir par congélation ne se limite pas aux caractéristiques techniques sur papier, mais consiste à adapter les capacités de la machine au comportement réel des différents aliments. Lorsqu'on travaille avec des plats prêts à consommer ou des collations fonctionnelles, la densité joue un rôle important dans la manière dont ils s'assèchent. Pensez aux barres protéinées par rapport aux mélanges de granola : ces barres denses nécessitent des cycles beaucoup plus longs et un suivi rigoureux, contrairement à un produit aéré comme le granola. Le taux d'humidité est également déterminant. Les friandises pour animaux à base de viande contiennent souvent entre 40 et 70 pour cent d'humidité, tandis que les collations aux fruits sont bien plus faibles, entre 5 et 10 pour cent. C'est pourquoi les bonnes machines doivent disposer de réglages de vide ajustables afin d'éviter l'écrasement de structures délicates ou la perte de nutriments précieux pendant le traitement. L'emballage a aussi son importance. Les friandises pour animaux vendues en vrac et placées dans des plateaux nécessitent un espacement adéquat entre les étagères pour un séchage uniforme, alors que les barres individuelles emballées requièrent une attention particulière au mouvement de la vapeur pour éviter toute condensation piégée à l'intérieur. Les produits riches en matières grasses, comme les friandises au saumon, posent un autre défi, car ils libèrent de grandes quantités de lipides volatils pendant le séchage. Les machines traitant ces produits doivent être équipées de condenseurs capables de traiter plus de 150 kg par cycle. Tous ces facteurs impliquent que les opérateurs doivent travailler avec des systèmes capables de s'adapter en temps réel grâce à des fonctionnalités telles que le réglage de la pression, l'augmentation progressive de la température et des capteurs fournissant un retour instantané. Cela permet de préserver la qualité des aliments, d'allonger leur durée de fraîcheur et de réduire les coûts énergétiques lors d'opérations fonctionnant 24 heures sur 24 et 7 jours sur 7.
Examiner les coûts réels des lyophilisateurs industriels va bien au-delà du simple montant figurant sur la facture. Un calcul approprié du coût total d'exploitation doit inclure des éléments tels que l'installation de ces machines volumineuses, qui nécessite souvent une mise à niveau des systèmes électriques pour les modèles de 22 à 48 kW. Viennent ensuite les dépenses récurrentes : les installations consacrent généralement entre 18 000 $ et 36 000 $ par an à l'électricité uniquement, aux tarifs industriels américains actuels. Et n'oubliez pas non plus les contrats de maintenance. Lorsque ces machines tombent en panne de manière inattendue, l'impact financier peut être sévère. Certaines usines perdent plus de 5 400 $ chaque heure de temps d'arrêt, à cause de matières périssables et d'expéditions retardées. Mais c'est précisément là que l'équipement de haute qualité fait la différence : les systèmes supérieurs réduisent la consommation d'énergie d'environ 30 à 50 % par cycle de production, ont une durée de vie plus longue entre les réparations et nécessitent moins d'entretien. Tout cela signifie un retour sur investissement plus rapide, malgré un coût initial plus élevé. Prendre en compte tous ces facteurs avant l'achat permet d'éviter des mauvaises surprises ultérieures et garantit le bon fonctionnement des opérations de fabrication à long terme.
 Actualités à la Une
Actualités à la Une2025-06-26
2025-06-05
2025-06-05
2025-02-12
2025-02-12
2025-02-12
Droits d'auteur © 2025 par Shandong Kangbeite Food Packaging Machine Co., Ltd. Politique de confidentialité