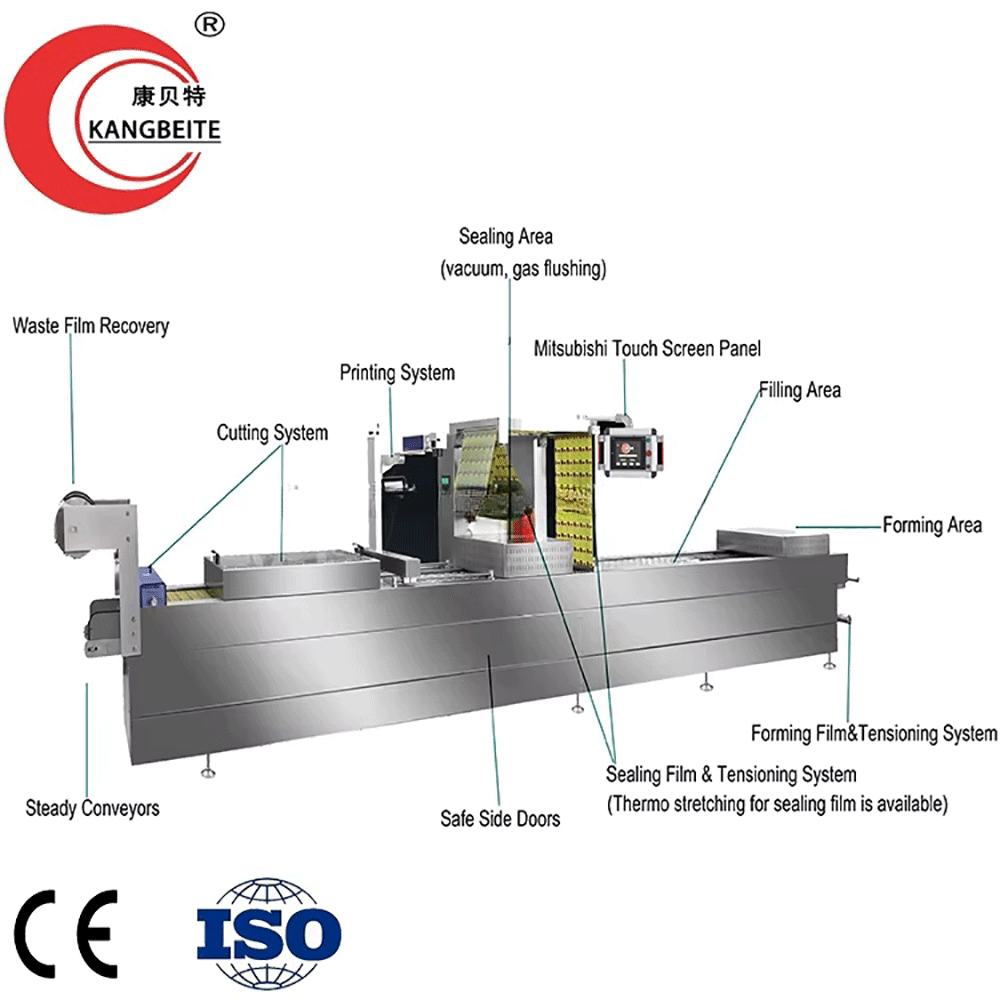
Une ligne de conditionnement de café est un système automatisé spécialisé qui emballe des grains de café torréfiés, du café moulu ou du café soluble dans des récipients adaptés à la consommation (pochettes, boîtes métalliques, pots, capsules), tout en préservant la fraîcheur, l'arôme et la durée de conservation — un facteur essentiel pour le café, dont les composés volatils (responsables du goût) se dégradent rapidement lorsqu'ils sont exposés à l'oxygène, à la lumière ou à l'humidité. La conception de la ligne varie selon le type de produit, mais comprend généralement cinq étapes fondamentales : le remplissage (dosage précis du café), la fermeture (scellement hermétique pour empêcher l'entrée d'oxygène), le rinçage gazeux (pour le café torréfié/moulu — remplacement de l'air par de l'azote, avec une concentration supérieure à 98 % d'azote pur, permettant d'atteindre une durée de conservation de 6 à 12 mois), l'étiquetage (impression des codes de lots, dates d'expiration, codes-barres) et l'inspection qualité (contrôles de poids, tests d'étanchéité). Selon les formats de café : les lignes de conditionnement en pochettes utilisent des machines à former-remplir-sceller verticalement (VFFS) (pour pochettes debout, 50 à 300 pochettes par minute, CPM) avec fermeture à glissière ou scellement thermique ; les lignes de conditionnement en boîtes métalliques utilisent des doseurs volumétriques ou pondéraux (pour des boîtes de 100 g à 1 kg) avec un scellement à double ourlet (hermétique, anti-manipulation) ; les lignes de conditionnement en capsules (pour café individuel) utilisent des doseurs rotatifs (100 à 500 capsules par minute) avec scellement en aluminium ou plastique (assurant aucune fuite pendant l'infusion). Les lignes de conditionnement pour café soluble incluent souvent l'insertion d'un desséchant (pour absorber l'humidité résiduelle) et l'utilisation de films anti-humidité (laminés PET/PE) afin d'éviter l'agglomération. Les technologies clés pour la préservation de la fraîcheur comprennent : l'emballage en atmosphère modifiée (MAP) à l'azote ou au dioxyde de carbone (ralentit l'oxydation et la croissance microbienne) ; les absorbeurs d'oxygène (pour le café moulu, réduisant l'O₂ à moins de 0,1 %) ; et les matériaux anti-lumière (boîtes opaques ou pochettes en aluminium, protégeant contre la perte d'arôme due aux UV). Le contrôle qualité est intégré à toutes les étapes : les contrôleurs de poids rejettent les emballages sous-remplis ou sur-remplis (précision ±1 g), les testeurs d'étanchéité utilisent des méthodes à vide ou à dépression pour détecter les fuites, et les détecteurs de métaux éliminent les emballages contenant des contaminants. Toutes les pièces en contact avec le produit sont en acier inoxydable 304 (conforme à la norme FDA 21 CFR Part 177), et la ligne inclut un système CIP de nettoyage (essentiel lors du changement entre différents mélanges de café). Les systèmes de contrôle (API + IHM) permettent de stocker des recettes (pour différentes tailles d'emballages/mélanges) et d'enregistrer des données (suivi des lots pour traçabilité). Pour les fabricants de café, cette ligne garantit la cohérence (poids uniforme des emballages, qualité du scellement) et l'efficacité (réduction de la main-d'œuvre manuelle de 80 % par rapport au conditionnement manuel). Elle répond également aux tendances des consommateurs : capsules individuelles (confort), emballages recyclables (durabilité), et étiquetage transparent (origine, date de torréfaction — attrayant pour les amateurs de cafés haut de gamme). En préservant l'arôme et en prolongeant la durée de conservation, elle permet aux fabricants d'approvisionner des marchés mondiaux (par exemple, grains torréfiés vers l'Asie, café soluble vers l'Afrique) sans compromettre la qualité.

05
Jun
05
Jun
05
Jun
05
Jun

Droits d'auteur © 2025 par Shandong Kangbeite Food Packaging Machine Co., Ltd. Politique de confidentialité