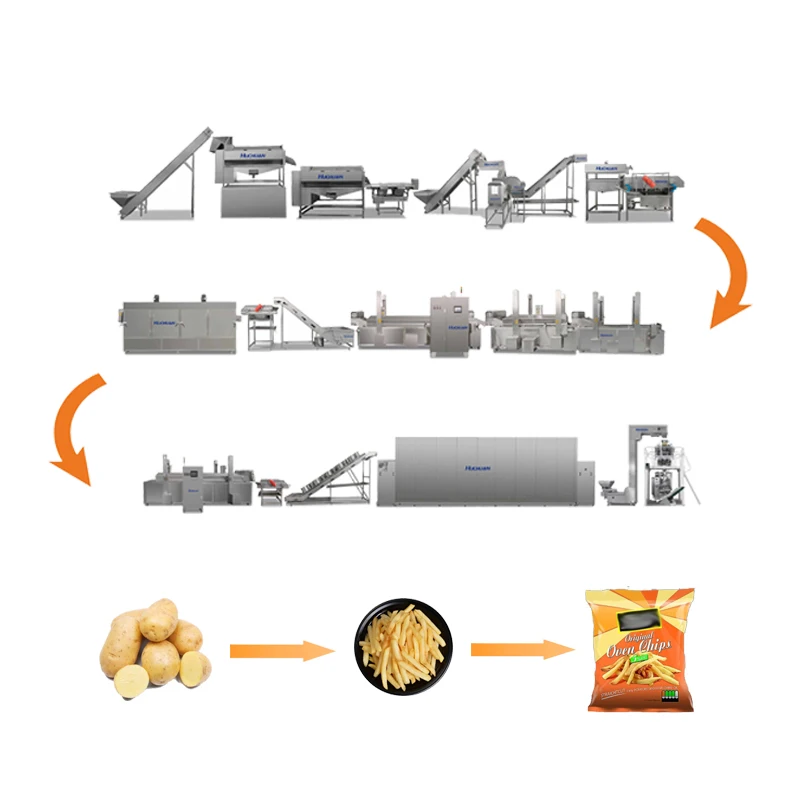
مجمد IQF (التجميد السريع الفردي) المخصص لمصانع الأغذية هو معدة متخصصة تم تصميمها لمعالجة التجميد المستمر لكميات كبيرة من المنتجات الغذائية مع الحفاظ على سلامة كل قطعة على حدة، والقيمة الغذائية، وأمان الأغذية، وهي متطلبات أساسية لعمليات معالجة الأغذية على نطاق واسع. وعلى عكس مجمدات IQF الصغيرة المصممة للتشغيل بالدُفعات، فإن مجمدات IQF المستخدمة في مصانع الأغذية تُبنى للعمل على مدار الساعة طوال أيام الأسبوع، وتصنّع بسعة تتراوح من 500 كجم/ساعة إلى أكثر من 5000 كجم/ساعة، مما يجعلها مناسبة لتجميد مجموعة متنوعة من السلع المنتجة في المصانع، بما في ذلك الخضروات المجمدة (الجزر، البازلاء، البروكلي)، والفواكه (الفراولة، المانجو، التوت الأزرق)، والمنتجات البحرية (الروبيان، السcallop، شرائح السمك)، والدواجن (صدر الدجاج، قطع الدجاج المقرمشة)، والوجبات الجاهزة (الأطباق المعكرونية، الأطباق المقلية السريعة). ويرتكز التصميم التكنولوجي الأساسي لمجمد IQF في مصانع الأغذية على مبدأ التجميد السريع والموحّد: حيث يتم تدوير الهواء البارد (عادةً بدرجة حرارة تتراوح بين -30°م و-40°م) بسرعة عالية عبر نظام نفق تجميد أو نظام أحزمة، مما يضمن أن تحيط كل قطعة من المنتج بهواء بارد بشكل فردي، ومنع التكتل وضمان ذوبان كل قطعة بشكل متساوٍ لاحقًا. وهذا الأمر مهم جدًا لمصانع الأغذية، لأن المنتجات المتكتلة تؤدي إلى طهي غير متساوٍ، وعدم رضا المستهلك، وإهدار أكبر. ولضمان التشغيل المستمر، يتم دمج هذه المجمدات مع خطوط المعالجة السابقة (مثل معدات الغسيل، والتقطيع، والسَّلق) وأنظمة التعبئة اللاحقة عبر نواقل أوتوماتيكية، مما يقلل من التدخل اليدوي ويحد من خطر التلوث المتبادل، وهو ما يتوافق مع معايير سلامة الأغذية مثل HACCP وISO 22000. وتشمل ميزات التصميم الخاصة باستخدامها في مصانع الأغذية هيكلة قوية (إطارات وسطوح ملامسة من الفولاذ المقاوم للصدأ 304) تتحمل التنظيف والتعقيم المتكرر، ومكونات مقاومة للتآكل (للتعامل مع الرطوبة الناتجة عن المنتجات المجمدة)، وأنظمة تحكم متقدمة (واجهات تعمل باللمس أو تعتمد على وحدة التحكم القابلة للبرمجة PLC) تتيح للمشغلين مراقبة وتعديل المعايير الرئيسية (درجة الحرارة، سرعة الهواء، سرعة الناقل) في الوقت الفعلي. كما تحتوي العديد من النماذج على تقنيات توفير الطاقة، مثل أنظمة استعادة الحرارة (التي تلتقط الحرارة المهدرة لprechill المنتجات الواردة) ومراوح ذات سرعة متغيرة (التي تضبط تدفق الهواء بناءً على حجم المنتج)، مما يقلل من استهلاك الطاقة المرتفع المرتبط عادةً بالتجميد الصناعي. كما تم تصميم مجمدات IQF المستخدمة في مصانع الأغذية لتكون مرنة، مع عرض أحزمة قابل للتعديل وأوقات تجميد يمكن تعديلها لتتناسب مع أحجام وأنواع مختلفة من المنتجات، فعلى سبيل المثال، تحتاج المنتجات الصغيرة مثل البازلاء إلى وقت تجميد أقصر مقارنة بالعناصر الأكبر مثل أفخاذ الدجاج. وبالإضافة إلى ذلك، فإن الامتثال للمعايير التنظيمية العالمية هو أولوية: تتوافق هذه المجمدات مع متطلبات CE (الاتحاد الأوروبي)، وFDA (الولايات المتحدة)، وJAS (اليابان)، مما يضمن لمصانع الأغذية تصدير منتجاتها المجمدة إلى الأسواق الدولية دون أي حواجز. وتشكل الصيانة والدعم ما بعد البيع عنصرًا حيويًا لمصانع الأغذية، حيث يمكن أن يؤدي توقف المعدات إلى خسائر كبيرة في الإنتاج، ولذلك فإن الشركات المصنعة الموثوقة (مثل KANGBEITE) توفر جداول صيانة منتظمة، وخدمات إصلاح في الموقع، وتوفر قطع الغيار لخفض الانقطاعات التشغيلية إلى الحد الأدنى. باختصار، فإن مجمد IQF في مصانع الأغذية هو أصل لا غنى عنه يمكّن مُعالجي الأغذية على نطاق واسع من إنتاج منتجات مجمدة عالية الجودة وآمنة وقابلة للتسويق بكفاءة، ويدعم قدرتهم على تلبية الطلب العالمي والحفاظ على ميزة تنافسية في قطاع الأغذية.

24
May
05
Jun
24
May
05
Jun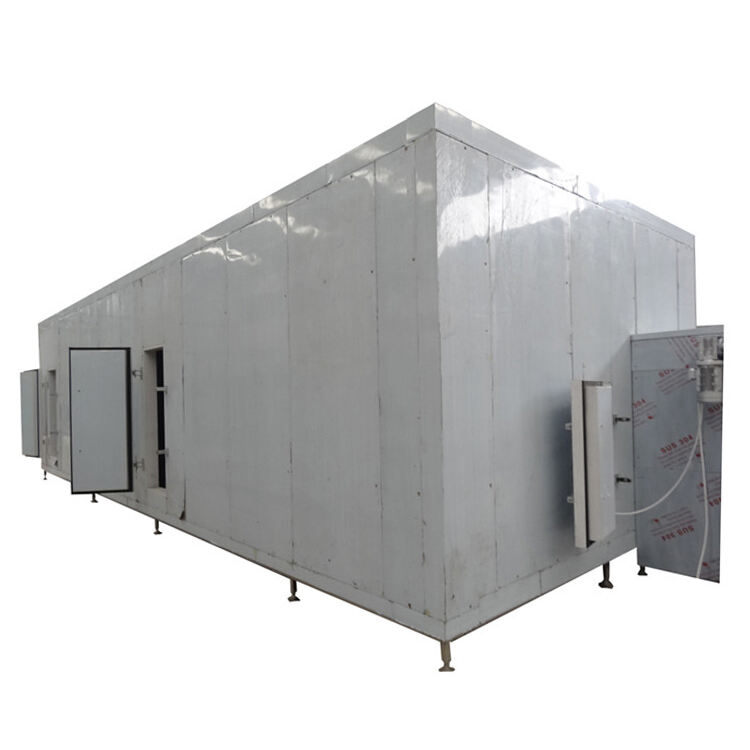


حقوق النشر © 2025 لمصلحة شاندونغ كانغبيتي لتعبئة الأغذية وآلات التغليف المحدودة. سياسة الخصوصية